


Top 10 Benefits of Implementing a Humidity Chamber in Product Testing

Manufacturers operate in a highly competitive environment where every day innovative products are being offered to consumers. With such strong competition, the ability of a product to perform reliably and consistently across different environmental conditions is extremely important. One way to help manufacturers ensure that they produce a standardized, reliable product is by using humidity chambers. A Humidity chamber creates controlled humidity environments where manufacturers can evaluate their products' performance under moisture exposure before introducing the products to the market.
-
Ensures Product Reliability in Real-World Conditions
By using a humidity chamber, a manufacturer can reproduce authentic environmental conditions, including both high and low humidity. With the test chamber, any issues, such as failure, that may result from moisture content in the environment can be detected so that products perform consistently during their lifecycle.
-
Improves Quality Control Standards
The implementation of humidity chambers in your laboratory will assist in establishing a strong quality assurance process by providing consistent and exact testing conditions. Products produced under controlled humidity parameters will likely conform to internal quality criteria established by the company as well as customer expectations.
-
Reduces Product Failure Risks
By testing products in a humidity chamber, manufacturers can identify issues caused by humidity before the product fails when it is stored, transported, or used. Early detection of humidity-related failures will reduce the risk of corrosion, deformation (swelling and cracking), and/or degradation of materials.
-
Supports Compliance with Industry Standards
Many national and international testing standards require environmental testing under controlled humidity conditions. Implementing a humidity chamber helps manufacturers comply with regulatory requirements and pass certification audits with confidence.
-
Enhances Material Performance Evaluation
A humidity chamber enables detailed analysis of how different materials behave when exposed to moisture over time. This insight helps manufacturers select suitable materials and improve design decisions based on reliable test data.
-
Increases Product Lifespan Prediction Accuracy
Accelerated humidity testing allows manufacturers to estimate a product’s long-term performance in a shorter timeframe. By simulating extended exposure, companies can make accurate predictions about durability and service life.
-
Minimizes Costly Recalls and Rework
Identifying moisture-related defects during the testing phase helps prevent expensive recalls, warranty claims, and rework. The proactive use of a humidity chamber ultimately leads to significant cost savings.
-
Improves Customer Satisfaction and Brand Trust
Products that perform reliably under varying environmental conditions result in fewer complaints and higher customer satisfaction. Consistent testing using a humidity chamber helps maintain brand credibility in competitive markets.
-
Enables Consistent Testing Across Batches
A humidity chamber ensures uniform testing conditions for multiple product batches. This consistency eliminates variations in test results, making it easier to maintain standard quality across large-scale production.
-
Offers Long-Term Operational Efficiency
While the initial investment in a humidity chamber may seem significant, the long-term benefits outweigh the cost. Reduced product failures, fewer returns, and improved production efficiency make it a valuable asset for manufacturers.
Choosing the Right Humidity Chamber Manufacturer
To fully leverage these benefits, selecting a reliable humidity chamber manufacturer is essential. A trusted manufacturer ensures accurate humidity control, durable construction, and compliance with industry standards. Factors such as calibration accuracy, after-sales support, and customization options play a vital role in achieving consistent and dependable test results.
About Testronix Instruments
Testronix Instruments is a recognized name in the field of quality testing equipment, offering advanced environmental testing solutions, including humidity chambers. Known for precision engineering and robust performance, Testronix Instruments focuses on delivering reliable testing systems that meet diverse industrial and laboratory requirements. Their solutions are designed to support accurate testing, long-term durability, and compliance with global standards, making them a preferred choice for manufacturers seeking dependable environmental testing equipment.
Conclusion
Implementing a humidity chamber in product testing provides measurable advantages across quality control, reliability, compliance, and cost efficiency. From minimizing failure risks to enhancing customer trust, the benefits directly contribute to long-term business success. By partnering with a dependable humidity chamber manufacturer and investing in proven solutions, manufacturers can ensure their products perform reliably under real-world environmental conditions and maintain a strong competitive edge.
Спонсоры
Спонсоры
Категории
- AI
- Дизайн
- Fashion and Art
- Investment and Finance
- Top 10
- Christianity
- Climate and Enviroment
- Writing and Film
- Fitness
- Food
- Игры
- Gardening
- Health
- Home and Interiors
- Marketing and Sales
- Music
- Making Money Online
- Others
- Books
- Religion
- Ecommerce
- Sports
- Cars
- Wellness
- Tech Gadgets
- Мероприятия
- Governments and Nations
- Science and Engineering
- Real Estate
- Travel, Tourism and Hospitality
- Образование
- Startups
- Beauty and Cosmetics
- Agriculture
- Computer Operating Systems
- Crypto
- Politics and News
- Video Review
- Immigration
Больше
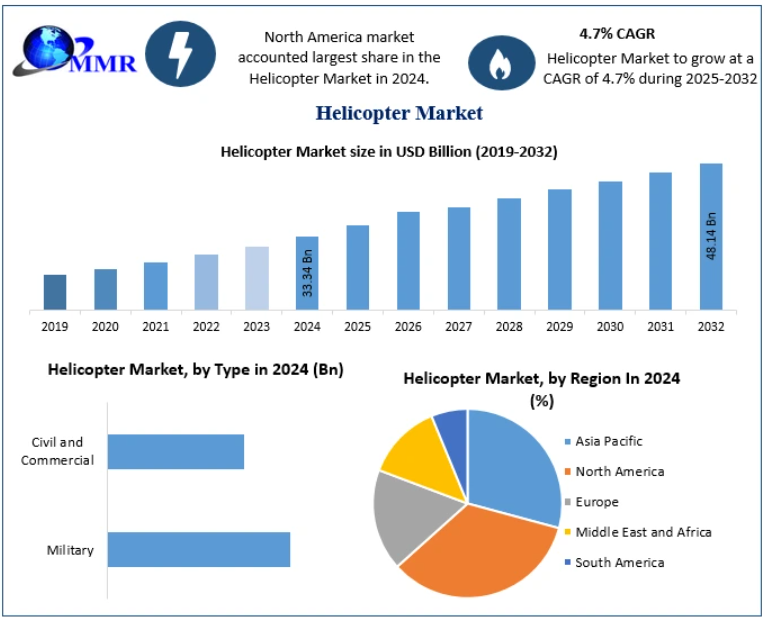
Global Helicopter Market Analysis 2024–2032: Growth, Trends, and Regional Insights The Global Helicopter Market was valued at USD 33.34 billion in 2024 and is projected to grow at a CAGR of 4.7%, reaching nearly USD 48.14 billion by 2032. Driven by military modernization, emergency medical services, offshore oil & gas operations, and luxury...
The distribution of the Low Code Development Platform Market Share illustrates a vibrant and fiercely competitive ecosystem, featuring a mix of dedicated low-code specialists, enterprise software behemoths, and major cloud providers. Pure-play vendors like Mendix (a Siemens company), OutSystems, and Appian have been instrumental in defining and leading the market. These companies...

Regional Overview of Executive Summary Shrink Drum Liner Market by Size and Share CAGR Value: The global shrink drum liner market size was valued at USD 1.02 billion in 2024 and is expected to reach USD 1.31 billion by 2032, at a CAGR of 3.20% during the forecast period. With the superior Shrink Drum Liner Market report, get knowledge about...
Active Pharmaceutical Ingredients (API) Market Overview The global active pharmaceutical ingredients (api) market size was valued at USD 235.27 million in 2024 and is anticipated to grow from USD 249.5 million in 2025 to reach USD 399.17 million in 2033, growing at a CAGR of 6.05% during the forecast period (2025–2033). Download Exclusive Research Report...

Key Drivers Impacting Executive Summary Cloud Gaming Market Size and Share CAGR Value: The global cloud gaming market size was valued at USD 2.28 billion in 2024 and is expected to reach USD 62.43 billion by 2032, at a CAGR of 51.22% during the forecast period. Analysis and discussion of important industry trends, market size, market share...
